阀门配件法兰螺栓孔的加工
在中、小批量生产时,法兰螺栓孔可在摇臂钻床上钻出。单件生产一般按划线钻孔,成批生产按钻模板钻孔。钻孔时配有支承座。应当指出,加工18-8型不锈钢的阀盖目前多用标准麻花钻头钻孔。但是由于不锈钢的切削性能不好,麻花钻头在结构上也存在一些缺点,因此钻头的耐用度及加工效率都不高。为使标准麻花钻头适应不锈钢的加工,需对标准麻花钻头进行修磨。标准麻花钻头加工不锈钢时主要缺点及改进措施如下:
用标准麻花钻头加工不锈钢的主要缺点:
1、在主切削刃上,前角是变化的,从钻头外缘处的+30°向钻心处递减到-30°。钻心处前角成为很大的负值,切削条件当然不好。由于不锈钢韧性大,热强度高,加工硬化趋势很强,故前角为负值时,切削条件就更恶劣,因此这就需要刀具有较大的前角。
2、主切削刃长,切屑宽度大,使不锈钢的切削不易卷曲,常常堵塞在螺旋槽内,造成排屑困难。
3、横刃较长,轴向力大,定心不好,因此钻头在切削过程中容易产生振动。
4、副后角为零,棱边孔壁摩擦剧烈,容易发热、磨损;加上钻孔时切削容易堵塞、冷却液不易进入和不锈钢本身的导热性差,钻削过程中必然产生大量的切削热而不能及时传散,以至使钻头的切削部位因过热而被烧损。
针对上述缺点,很多阀门工厂在生产实践中采取了改进措施。
主要改进措施:
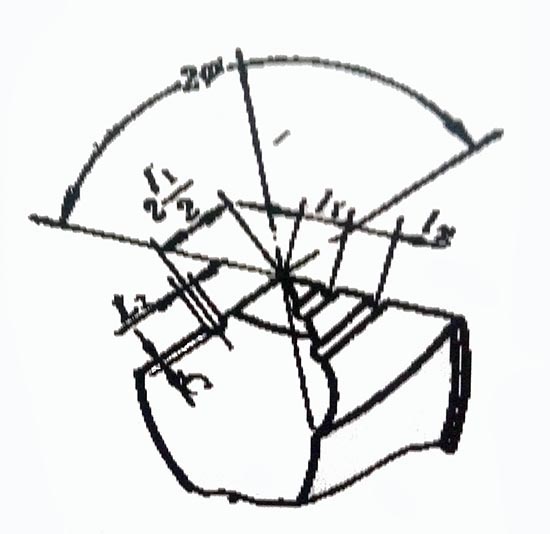
1、增大顶角2Ф
实践证明增加顶角能提高钻头的使用寿命,顶角愈大,钻头的横刃愈牢固,钻头的强度也愈高。
虽然增大顶角也会使轴向力增加,但在切削截面不变的情况下,使切削的宽度减小,厚度增大,因此,能使切削总变形量减少,钻孔的扭矩也会相应的降低。
2、修磨横刃
将横刃磨短可以改善钻孔时的切削条件。但要注意的是,不可磨的太短,否则易产生崩裂。使横刃缩短的同时,必须适当地减小前角负值。
3、在切削刃上磨出分屑槽
在切削刃上磨出分屑槽,能使切削分成狭条,减少切削变形时的摩擦,改善切削形成和排屑的条件,降低切削力和切削热,从而提高钻头的光洁度和延长钻头的使用寿命。
阀门种类
| 蝶阀 | 球阀 | 闸阀 | 截止阀 | 止回阀 |
| 柱塞阀 | 过滤器 | 电动阀门 | 气动阀门 | 衬氟阀门 |
| 锻钢阀门 | 保温阀门 | 低温阀门 | 不锈钢阀门 | 煤化工阀门 |
联系我们
备案号:沪ICP备11005757号-3