阀门阀杆的气体氮化
阀杆在阀门使用过程中接触介质,并和填料有相对摩擦运动,故要求阀杆具有一定的耐腐蚀性能和耐擦伤性能。因此阀杆除了需要选用一定的材料并进行相应的热处理外,尚需进行一定的表面处理。
阀杆可以采用的表面处理方法很多,例如镀铬、化学镀镍、氮化等。氮化是一种常见的表面处理方法。与镀层相比,氮化成本低、工业污染小,而且使用时不易脱层。故制造厂对阀杆应大力采用氮化工艺。现在低压阀门的碳钢阀杆已普遍进行氮化,而且效果良好。
35钢阀杆氮化在各制造厂所采用的工艺方法也有所不同,有的采用液体氮化,有的进行离子氮化,有的选用气体氮化。其中气体防腐氮化工艺比较成熟,设备简单,故应用较广。
对35钢阀杆采用气体防腐氮化工艺的各制造厂各自选用的工艺因素也有所不同。故本文中只简单介绍阀杆常用气体防腐氮化的工艺要点。
气体氮化是利用氮在加热时能分解出活性氮原子,它被钢吸收后能在工件表面形成氮化层,同时向心部扩散,来达到提高钢的耐腐蚀性能和耐擦伤性能等目的。
35钢阀杆氮化主要目的是防腐。因此氮化层不需要太厚,一般只要求≥1.5微米。由于氮化层的硬度较高,故阀杆的耐擦伤性能也会得到一定提高。
氮化通常是阀杆加工的最后一道工序。所以阀杆氮化应在机械加工完毕,并尽量消除机械加工产生的应力后进行。
气体氮化通常使用专门氮化设备,或使用井式气体渗碳炉。也可以使用箱式和井式电阻炉,但需要配置氮化罐和供氨系统装置。
为了保证气体氮化质量及氮化操作的顺利进行,氮化前要做好如下准备工作:
1、阀杆需进行除锈和清洗,除去锈蚀和油污。
2、检查氮化罐及供氨系统装置,保证对外不漏气,对内气体畅通无阻。
3、备好阀杆装罐用工装。
4、备好用阀杆同批料加工好的氮化试块。
阀杆装罐最好垂直吊装。吊挂高度不得高于氮化罐的排气孔的位置。吊挂疏密合适,不得妨碍氮气流通。
装炉并密封后即可升温。当温度升到200~250℃时,要保温1~3小时。同时开始向氮化罐内通入净化处理好的氮气,以便将氮化罐内空气尽量排出。当测得氮化罐内空气量≤5%或氨的分解率为零时才可继续升温。在继续升温过程中要保持氮化罐内正压,以避免空气渗入造成阀杆氧化。升温速度不必限制。
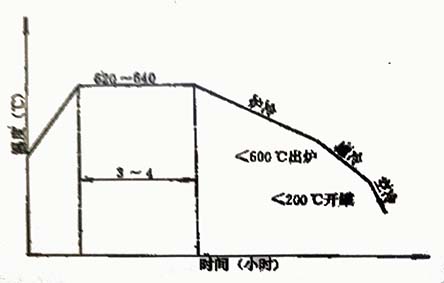
35钢阀杆氮化加热温度一般可采用620~640℃。氮化温度影响氮化层硬度及氮化速度。若提高氮化温度,则氮化速度加快,但是氮化物弥散度下降,因而氮化层硬度下降;若降低氮化温度,则氮化层硬度提高,但是氮化速度减慢,因而氮化层较薄,如果想得到同样的氮化层厚度则需要加长保温时间。所以合适的氮化温度应根据氮化层的要求(氮化层的厚度及硬度),以及制造厂的工艺条件等因素来选定。
35钢阀杆氮化保温时间一般为3~4小时。氮化保温时间首先和氮化温度密切相关。为获得一定的氮化层厚度,当把氮化温度稍提高,就可使氮化保温时间大为缩短。当氮化温度选定后,氮化保温时间就主要取决于对氮化层厚度的要求。所以氮化保温时间主要根据氮化层的要求和选定的氮化温度来选定。
在氮化保温过程中要控制氨分解率,氨的分解率可控制在60~80%,它是根据氮化温度来选定。在氮化保温过程中每隔10~15分钟要测量一次氨分解率。氨的分解率是根据氨溶于水,而其分解产物——氮和氢不溶于水的原理,用分解率测定计来测量。氨的分解率超出一定范围内要立即进行调节。因为氨的分解率主要受氮化温度、氮化罐内压力、氨的流量的影响,所以当氨的分解率超出一定范围时,可通过调整氨流量来调节,直至符合要求。
废气由氮化罐排气孔排出,并予以点燃。
保温后阀杆和氮化罐同时随炉冷却,在冷却过程中要继续保持氮化罐内正压。当炉冷至≤600℃时,可将氮化罐从炉中吊出空冷,并且继续通氨,当空冷至≤200℃时,可停止通氨,开罐取出阀杆。氮化后的阀杆呈灰色。
35钢阀杆气体防腐氮化工艺曲线如下图所示。
35钢阀杆气体防腐氮化质量检验项目一般包括如下几项:
1、氮化层的厚度、硬度及脆性
检验试块,特殊情况可抽检阀杆。检验技术指标及检验防腐应按阀门制造技术文件及有关标准规定执行。
2、耐腐蚀性能
检验阀杆。把氮化好的阀杆放到10%硫酸铜水溶液中停留2分钟,要求无铜沉积。
气体防腐氮化往往容易使阀杆产生脆断。断裂一般都发生在阀杆结构薄弱处。为了保证阀杆质量,除了加强检查外,尚需从工艺上加以研究。
阀门种类
| 蝶阀 | 球阀 | 闸阀 | 截止阀 | 止回阀 |
| 柱塞阀 | 过滤器 | 电动阀门 | 气动阀门 | 衬氟阀门 |
| 锻钢阀门 | 保温阀门 | 低温阀门 | 不锈钢阀门 | 煤化工阀门 |
联系我们
备案号:沪ICP备11005757号-3