蝶阀阀瓣主要表面或部位的加工方法
1、密封面部位的加工
密封面部位的加工均在普通车床或立车上进行。密封面部位有两种结构。一种是镶密封圈的环形槽,另一种是堆焊后车出的圆锥面。
a型蝶阀阀瓣属于第一种。加工时以工艺辅助支脚为定位基准,按划线找正加工。大尺寸的在立车上加工,尺寸较小的在普通车床上加工。环形槽尺寸用通用量具测量。遇有特殊槽形可用样板来控制。
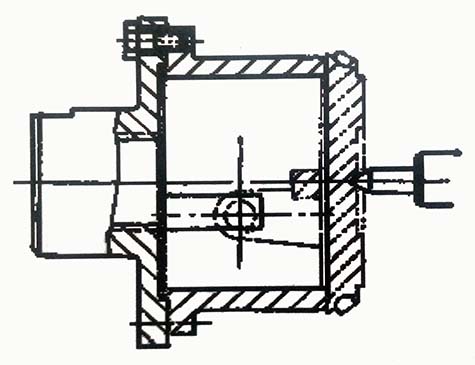
b型阀瓣的密封面分两道工序进行车削。先把工件安装在如下图所示的夹具上车出堆焊基面,堆焊后仍把工件安装在上述夹具上精加工密封面。密封面的锥度用样板控制。密封面的光洁度要求为▽9,因此精车后还需进行珩磨。
2、两轴孔的加工
两轴孔一般在镗床上镗出。小尺寸的阀瓣也可以在车床上加工。
由于阀瓣密封面的结构不同,镗两轴孔的方法也不一样。
a型阀瓣的轴孔多按划线找正后加工。DN250以下的阀瓣尺寸比较小,可在普通车床上车削。以密封面部位的止口为定位基准,将工件安装在下图所示的回转夹具上。先车一端轴孔,然后将回转盘旋转180°车另一端。DN300以上阀瓣以工艺辅助支脚为基准,将工件安装在镗床工作台上用“调头镗”的方法按划线加工。
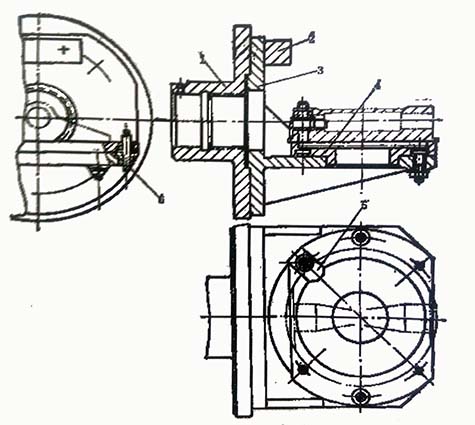
注释:图中数字所指,1—过渡盘,2—平衡铁,3—夹具体,4—定位盘,5—压板,6—定位销。
b型阀瓣的锥形密封面是在堆焊后车出的。要保证这种金属密封付的密封性,除了两锥形密封面的几何形状必须准确外,阀体和阀瓣孔轴线至密封面的距离必须做得一致,否则就很难达到密封要求。
如果阀体、阀瓣分开进行加工,则需采用专用的工艺装备,并提高某些尺寸的加工精度(如锥度、距离公差等)。由于这种做法在经济上往往并不合理,所以一般采用合镗方法加工。具体做法是:先将阀体轴孔按划线找正。然后用“调头镗”的方法镗出,再装上阀瓣,找正、固定,而后镗出阀瓣的轴孔。
阀门种类
| 蝶阀 | 球阀 | 闸阀 | 截止阀 | 止回阀 |
| 柱塞阀 | 过滤器 | 电动阀门 | 气动阀门 | 衬氟阀门 |
| 锻钢阀门 | 保温阀门 | 低温阀门 | 不锈钢阀门 | 煤化工阀门 |
联系我们
备案号:沪ICP备11005757号-3