减压阀阀瓣的加工
减压阀阀瓣的结构特点和技术要求
减压阀阀瓣(如下图所示)分单密封锥和双密封锥两种结构。它属于轴类零件,所有的加工表面均为旋转面。这种阀瓣的特点是中间大两头小,直径相差比较悬殊,刚性差,不利于加工。
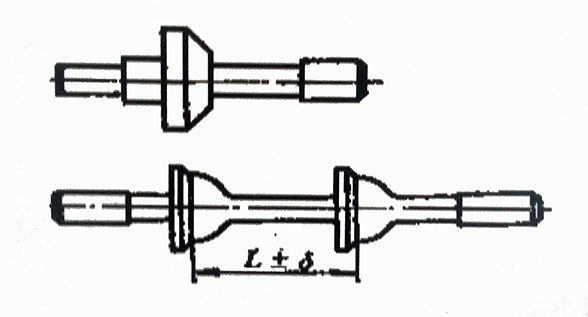
这种阀瓣多用不锈钢制成,由于它的直径差较大,所以通常采用锻件毛坯。
减压阀阀瓣的主要技术要求
1、配合表面的加工精度为6级,光洁度不低于▽6。非配合加工表面的精度为8级,光洁度为▽3。
2、两端有配合的外圆对密封锥面的不同轴度不大于规定值。
3、密封锥面不得有裂缝、刀痕、划线等缺陷,光洁度不低于▽7。
4、密封锥面母线的不直度、锥面的不圆度均应在规定的公差范围内。
减压阀阀瓣的机械加工过程
减压阀阀瓣磨前的机加工都在普通车床上进行。为保证两端外圆与密封锥面的相互位置精度,通常采用统一的定位基准,即加工所有的旋转面都用两端的中心孔作为定位基准。此外,粗、精加工时要多调几次头,这样可以减少由于中心孔不正而造成的定位误差。车削时应尽可能采用主偏角大的外圆车刀,以减少工件的变形。
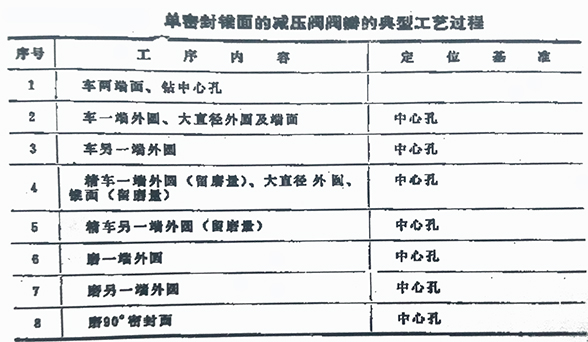
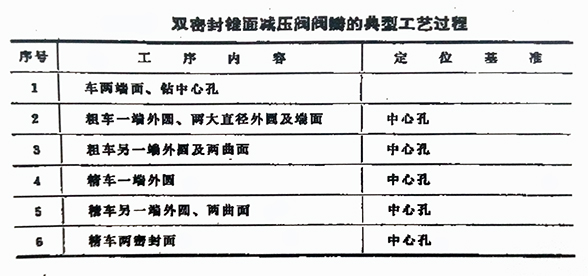
下图为两种减压阀阀瓣在中小批生产中的典型工艺过程。
密封锥面的加工
密封锥面是阀瓣的重要表面,它的精度和光洁度都比较高,通常在车削后还要进行磨削加工。锥面的磨削有两种方法。第一种是将砂轮修整成和锥面相应的角度进行磨削,这种方法常用在锥面不宽的情况下。另一种是把砂轮旋转1/2锥角,用砂轮外圆柱表面进行磨削。这种方法用在密封锥面较宽的阀瓣。磨削时砂轮应经常修整,以免密封锥面的母线产生不直线度误差而影响阀门的密封性能。
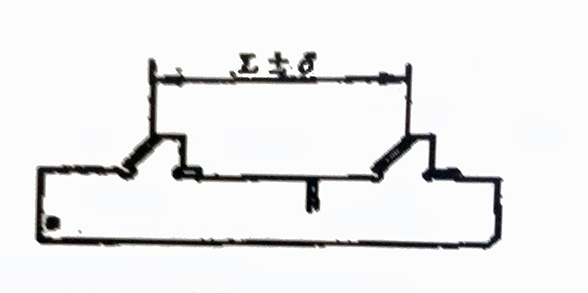
双密封阀瓣的锥面一般很窄,通常不采用磨削,而是在普通车床上高速车削。阀瓣两密封锥面间的距离尺寸,可用阀瓣锥面间距卡规控制(如下图所示)。
阀门种类
| 蝶阀 | 球阀 | 闸阀 | 截止阀 | 止回阀 |
| 柱塞阀 | 过滤器 | 电动阀门 | 气动阀门 | 衬氟阀门 |
| 锻钢阀门 | 保温阀门 | 低温阀门 | 不锈钢阀门 | 煤化工阀门 |
联系我们
备案号:沪ICP备11005757号-3