旋启式止回阀摇杆的加工
摇杆的结构特点及技术要求
摇杆是旋启式止回阀的一种零件,它用来支承阀瓣并使阀瓣能绕安装在阀体上的销轴旋转,从而实现阀门的开启和关闭。
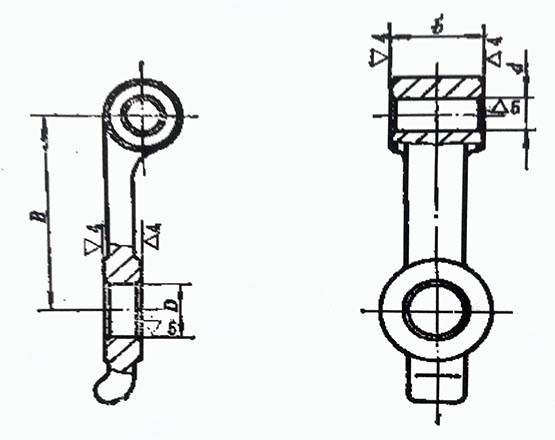
摇杆是截面为长方形的细长杆,刚性较差,属柄杆类零件。其一端有销轴孔,另一端有阀瓣孔,两孔相互垂直。下图为遥杆的典型结构。
摇杆一般选用碳素钢或不锈钢材料制成,毛坯主要为锻件及铸件。小尺寸摇杆一般为模锻件,大尺寸的为铸件。
摇杆的主要技术要求为:销轴孔及安装阀瓣的圆柱孔的精度为6级,表面光洁度为▽5。两孔轴线的不垂直度在100毫米的长度上不得超过0.03毫米。
摇杆的机械加工过程
摇杆的主要加工表面为销轴孔、阀瓣孔及与其垂直的几个端面。摇杆的刚性较差,安装时要使它在夹紧力与切削力的作用下不致产生变形。通常采用销轴孔端的圆柱凸台作为粗基准,首先将销轴孔及一侧端面车好,以后的各道工序均以销轴孔及端面作为定位基准。
在车削销轴孔时,因圆柱凸台较短,安装时应按摇杆的对称中心线找平,以免车出的销轴孔产生歪斜,故在车销轴孔钱应安排一道划线工序。为了保证两圆柱孔的垂直要求,在加工阀瓣孔时可采用专用夹具。
大尺寸的摇杆因回转直径较大,在车床上不便加工,故一般在镗床上加工阀瓣孔及销轴孔,端面采用铣削或刨削。其装夹定位方法与中、小尺寸的摇杆基本相同。
阀瓣孔的加工
阀瓣孔及其端面一般采用车削。为保证阀瓣孔与销轴孔的不垂直度要求,工件以销轴孔及端面定位,使用如下图所示的夹具。该夹具直接安装在车床的主轴上,当加工不同车床的摇杆时,可更换定位轴,并调整定位轴座至夹具中心的距离。为便于控制摇杆的厚度尺寸,夹具上装有对刀装置。
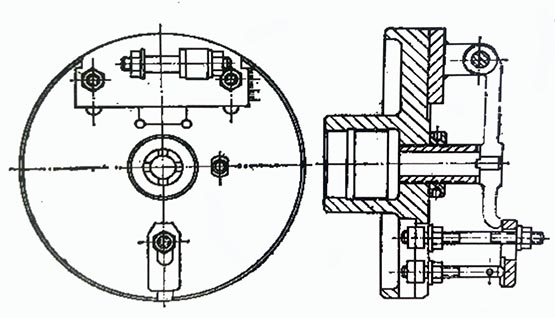
车削阀瓣孔的另一端面时亦采用上述夹具,这时须将工件翻转安装并调整支承螺柱及压板高度。
阀门种类
| 蝶阀 | 球阀 | 闸阀 | 截止阀 | 止回阀 |
| 柱塞阀 | 过滤器 | 电动阀门 | 气动阀门 | 衬氟阀门 |
| 锻钢阀门 | 保温阀门 | 低温阀门 | 不锈钢阀门 | 煤化工阀门 |
联系我们
备案号:沪ICP备11005757号-3