节流阀阀瓣的加工
发布时间:2017-10-26 15:01:04
节流阀阀瓣的结构特点和技术要求
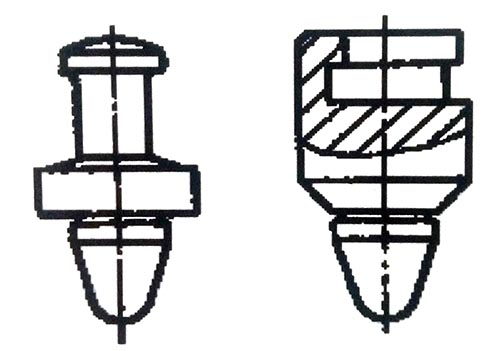
上图为常见的两种节流阀阀瓣。其下部带球端的锥体,中间凸台部位的端面或锥面为密封面,其上部的细颈部位或T形槽部位与阀瓣压盖或阀杆连接。
上部为细颈的阀瓣,一般属于高压阀阀瓣,其密封面在堆焊后车出,带T形槽的阀瓣常属于中低压阀阀瓣。
节流阀阀瓣主要技术要求如下:
1、有配合的加工表面精度一般为6级,光洁度不低于▽4.
2、密封面不得有划线、刀痕等缺陷。光洁度不低于▽8,非配合的加工表面精度均为8级,光洁度为▽3。
3、密封面与上端颈部或导向部位的轴线应垂直或同轴。
节流阀阀瓣的机械加工过程
节流阀阀瓣的主要加工表面可用车削方法完成。除加工密封面部位需用夹具安装外,其余部位的加工均用三爪卡盘安装。下面两表为两种不同的节流阀瓣在中小批量生产中的典型工艺过程。
高压节流阀阀瓣的典型工艺过程
| 序号 | 工序内容 | 定位基准 |
| 1 | 粗车小端外圆、端面 | 外圆表面 |
| 2 | 粗车锥体外圆(按大端车并留余量)及堆焊基面 | 小端外圆表面 |
| 3 | 堆焊 | |
| 4 | 粗车密封面及锥体外圆 | 小端外圆表面 |
| 5 | 精车小端外圆、颈部及圆球端 | 大外圆表面 |
| 6 | 精车密封面、锥体及圆球端 | 小端颈部外圆 |
中低压节流阀阀瓣的典型工艺过程
| 序号 | 工序内容 | 定位基准 |
| 1 | 粗车锥体外圆(按大端外圆车、并留余量)、端面 | 外圆表面 |
| 2 | 车大端外圆、钻孔及车内孔 | 外圆表面 |
| 3 | 粗车密封锥面、锥体外圆及球端 | 大端外圆表面 |
| 4 | 铣T形槽直槽 | 大端外圆表面 |
| 5 | 铣T形槽 | 大端外圆表面 |
| 6 | 热处理(密封面部位) | |
| 7 | 精车或磨密封面 | 大端外圆表面 |
密封面及锥体部位的加工
高压节流阀阀瓣的密封面在堆焊后进行粗加工时应将大部分余量车去,同时把大直径部位车至图纸尺寸。锥体部分按大端尺寸车制,并留1~1.5毫米的余量。完成细颈球端部位的加工后再进行密封面部位及锥体部位的精加工。工件的安装如下图所示,图中1表示软爪,2表示开口套,3表示工件。
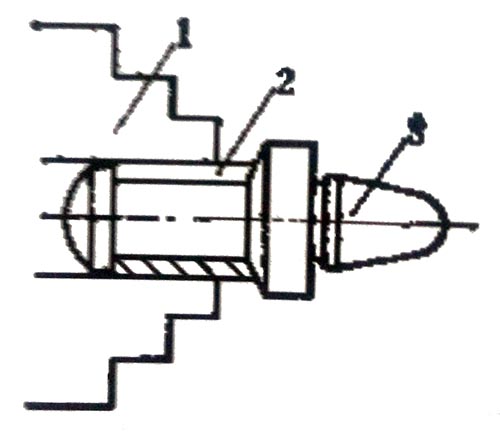
加工中低压节流阀阀瓣(即带T形槽的阀瓣)密封面时,工件可安装在弹簧夹头上。
上一篇:美标金属密封蝶阀常见型号
下一篇:凯士比推出铸钢控制阀
阀门种类
| 蝶阀 | 球阀 | 闸阀 | 截止阀 | 止回阀 |
| 柱塞阀 | 过滤器 | 电动阀门 | 气动阀门 | 衬氟阀门 |
| 锻钢阀门 | 保温阀门 | 低温阀门 | 不锈钢阀门 | 煤化工阀门 |
联系我们
集团总机:021-59177192
销售直线:021-59170722
公司传真:021-59124609
企业邮箱:koko@kokovalve.com
Copyright © 2016 上海科科阀门集团有限公司
备案号:沪ICP备11005757号-3
备案号:沪ICP备11005757号-3