球阀阀体各主要表面或部位的加工方法
发布时间:2017-03-15 15:09:42
球阀阀体小端部位的加工
小端部位的主要加工表面为:内孔、螺纹或法兰。
加工Dn25以下的锻钢阀体时,工件以其外四方的一侧面和背面为定位基准,采用如下图所示的夹具。
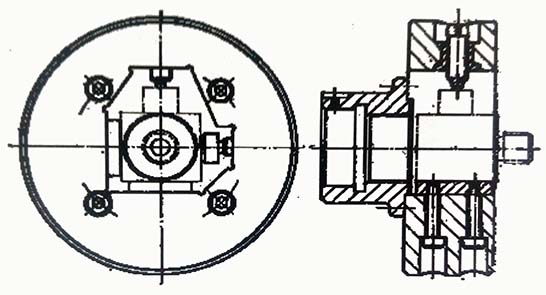
车削18-8型不锈钢阀体时,需使用大量的冷却液,并分成粗、精两道工序加工。
铸铁和铸钢的右阀体,通常用三爪或四爪卡盘安装。铸铁阀体小端的内螺纹一般以丝锥攻制。
球阀阀体内腔部位的加工
小端带螺纹的右阀体,车削内腔时常以螺纹为定位基准,安装在螺纹套或螺纹心轴上。
铸铁和碳素钢阀体可在一次安装中将端面、止口、阀座孔全部车出。不锈钢右阀体的加工可分粗、精两道工序。精车余量不宜过大,一般为1.5毫米~2毫米。
球阀阀体填料孔的加工
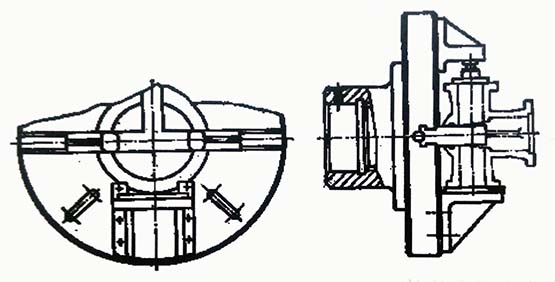
车削填料孔时,以与左阀体连接的端面和止口为定位基准,安装在带弯板的夹具上。夹具的结构图下图所示。该夹具通用性好,只要更换定位盘并调整弯板至机床中心的距离,便可用来加工不同尺寸的阀体。
上一篇:自来水阀门种类,结构,开关方向,维修,品牌
下一篇:美标截止阀
阀门种类
| 蝶阀 | 球阀 | 闸阀 | 截止阀 | 止回阀 |
| 柱塞阀 | 过滤器 | 电动阀门 | 气动阀门 | 衬氟阀门 |
| 锻钢阀门 | 保温阀门 | 低温阀门 | 不锈钢阀门 | 煤化工阀门 |
联系我们
集团总机:021-59177192
销售直线:021-59170722
公司传真:021-59124609
企业邮箱:koko@kokovalve.com
Copyright © 2016 上海科科阀门集团有限公司
备案号:沪ICP备11005757号-3
备案号:沪ICP备11005757号-3