螺纹直通式阀体的工艺分析及典型工艺过程
这组阀体包括截止阀阀体和楔式闸阀阀体,外形比较复杂,除PN160的高压楔式闸阀阀体一般采用锻造毛坯外,其余的均用铸件。
内腔密封面部位是阀体的最重要的加工部位,其加工精度和光洁度都比两端内螺纹和中间部位高。因此,根据“先粗后精”的原则,在工序安排上应先加工两端内螺纹或中间部位,而后加工内腔密封面部位。
这组阀体的大部分加工表面都可以采用车削方法加工。内螺纹也可以用丝锥攻制或用旋风切削。
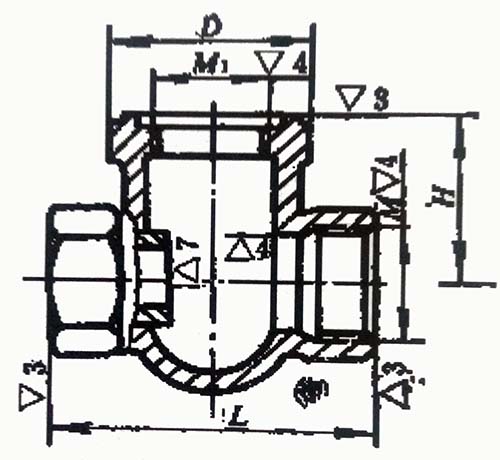
a型阀体(如下图所示)最大规格为DN65。毛坯通常用金属模型铸成。外形尺寸误差比较小,表面也比较光滑。在加工过程中,常以毛坯外表面为粗基准,先加工两端螺纹,后加工中间部位及密封面。

a型螺纹直通式阀体的典型工艺过程
| 序号 | 工序内容 | 定位基准 |
| 1 | 车两端端面、内孔及内螺纹 | 两端外六方面 |
| 2 | 粗车中间部位及镶密封圈槽 | 两端外六方面 |
| 3 | 装压密封圈 | |
| 4 | 精车中间内螺纹及密封面 | 两端外六方面 |
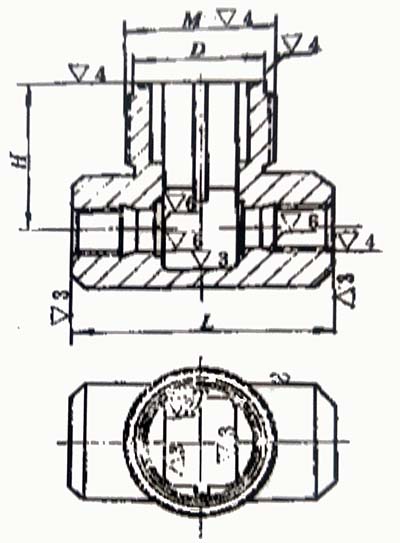
b型为铸铁闸阀阀体(如下图所示),其毛坯通常用金属模型铸成,表面质量、加工原则与a型阀体相同。
b型螺纹直通式阀体的典型工艺过程
| 序号 | 工序内容 | 定位基准 |
| 1 | 车两端面、内孔、止口及内螺纹 | 两端外六方面 |
| 2 | 车中间端面、内孔及内螺纹 | 两端外六方面 |
| 3 | 车两侧镶密封圈槽 | 一端内螺纹 |
| 4 | 装压密封圈 | |
| 5 | 精车两侧密封面 | 中间端面及止口 |
c型为碳素钢闸阀阀体(如下图所示),毛坯一般用模锻方法制成。由于它属于高压阀阀体,对毛坯的内在质量有特殊要求。一般先进行粗加工,然后进行调质处理。经检验合格后再进行精加工。为了使工件在加工过程中便于安装,粗加工时需在两端及中间部位车出工艺止口作为精基准。
c型螺纹直通式阀体的典型工艺过程
| 序号 | 工序内容 | 定位基准 |
| 1 | 车平三端面 | 外形表面 |
| 2 | 超声波探伤 | |
| 3 | 划两端面中心孔线 | |
| 4 | 钻两端面中心孔 | |
| 5 | 车两端工艺止口 | 中心孔 |
| 6 | 钻、车两端通道孔 | 两端工艺止口 |
| 7 | 粗车中间部位端面及内孔 | 一端工艺止口 |
| 8 | 车中间端面、止口及外螺纹 | 一端工艺止口 |
| 9 | 精车中间内孔 | 中间止口 |
| 10 | 车一端内螺纹 | 一端工艺止口 |
| 11 | 车另一端内螺纹 | 内螺纹 |
| 12 | 车内腔空刀 | 内螺纹 |
| 13 | 冲压中间内孔毛刺 | |
| 14 | 划椎楠方孔及导向槽线 | |
| 15 | 据方孔及导向槽 | 中间止口 |
| 16 | 车镶阀座孔 | 一端内螺纹 |
| 17 | 车另一侧镶阀座孔 | 一端内螺纹 |
| 18 | 车两侧锥孔 | 一端内螺纹 |
| 19 | 精车镶阀座孔 | 一端内螺纹 |
| 20 | 车两端30°角 | 一端内螺纹 |
| 21 | 装压阀座 | 一端内螺纹 |
d型阀体(如下图所示)的材料为碳素钢。一般采用模锻方法制成毛坯。这种阀体中间部位有法兰、止口,两端外径比较短。根据选择基准的原则和阀体外形的特点,先以中间法兰颈部和两端外径为粗基准,加工中法兰及堆焊基面,然后以中法兰端面及止口为精基准加工两端及其他部位。
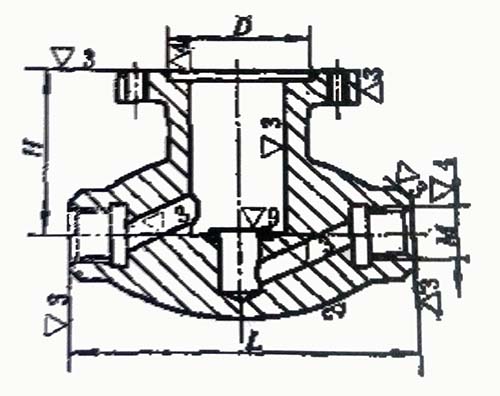
d型螺纹直通式阀体的典型工艺过程
| 序号 | 工序内容 | 定位基准 |
| 1 | 粗车中法兰、钻孔及车堆焊基面 | 三颈部外表面 |
| 2 | 粗车两端面及钻孔 | 中法兰端面及止口 |
| 3 | 堆焊 | |
| 4 | 精车中法兰及密封面 | 三颈部外表面 |
| 5 | 精车两端面内孔及内螺纹 | 中法兰端面及止口 |
| 6 | 钻两端斜孔 | 中法兰端面、止口及一端面 |
| 7 | 钻中法兰孔及攻螺纹 |
从上述几种阀体的典型工艺过程可以看出,某些阀体的粗基准有时重复使用。按选择基准的原则,粗基准一般只能使用一次。如果这些阀体的毛坯都是用金属模型铸成或模锻方法制成,外形误差较小,表面较光滑,而且粗基准均在粗、精加工同一部位时使用,那么这种在特定条件下的重复使用也是允许的。实践证明,这样重复使用粗基准对加工精度的影响不大。
阀门种类
| 蝶阀 | 球阀 | 闸阀 | 截止阀 | 止回阀 |
| 柱塞阀 | 过滤器 | 电动阀门 | 气动阀门 | 衬氟阀门 |
| 锻钢阀门 | 保温阀门 | 低温阀门 | 不锈钢阀门 | 煤化工阀门 |
联系我们
备案号:沪ICP备11005757号-3