铜密封圈的装压方法及工具
发布时间:2017-01-06 15:05:48
直压法
一般采用油压机。主要工具是压柱和垫板,其步骤是先将阀体镶密封圈环槽和密封圈的污物清理干净,并在阀体槽内涂上少量白铅油或其它的粘结剂。然后把密封圈平放在槽口上,上面依次放上垫板和压柱。继而缓慢加压,使密封圈平行压入槽内,直至密封圈变形为止,压力大小可根据密封圈的尺寸选取。
直压法一般只适用于DN250以下的阀体。
压密封圈所需的压力如下所示:
| 阀体公称通径(毫米) | 压力(吨力) |
| 50 | 10 |
| 80 | 11~13 |
| 100 | 13~15 |
| 125 | 15~20 |
| 150 | 20~24 |
| 200 | 24~30 |
| 250 | 40~45 |
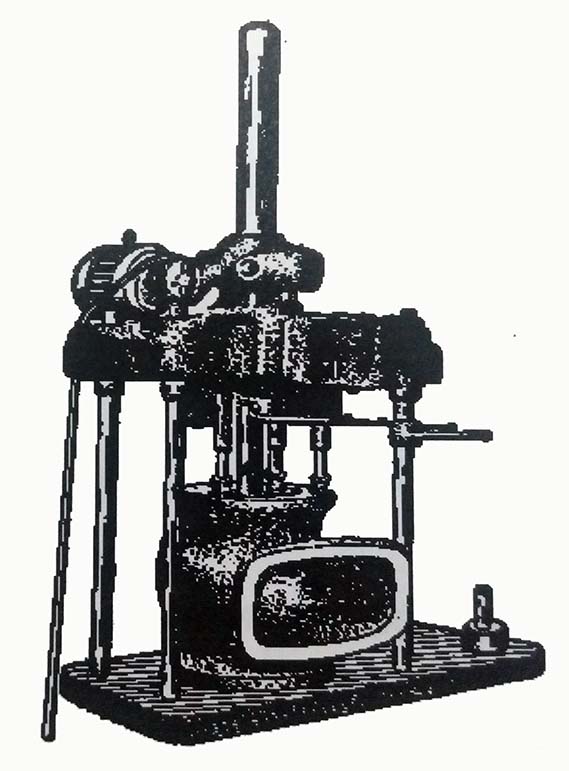
滚压法
DN300以上的阀体通常采用滚压法下图为一种常见的滚压机。这种滚压机是通过电机带动蜗轮付,通过丝母使带有滚压头的丝杆作下降旋转运动来实现滚压作用的。
DN900以上的阀体密封圈用与密封圈材料相同的螺钉固定在槽内,并把多余的螺钉头部分去掉。
压装铜密封圈后的精加工通常在普通车床、端面车床或立式车床上进行。
阀门种类
| 蝶阀 | 球阀 | 闸阀 | 截止阀 | 止回阀 |
| 柱塞阀 | 过滤器 | 电动阀门 | 气动阀门 | 衬氟阀门 |
| 锻钢阀门 | 保温阀门 | 低温阀门 | 不锈钢阀门 | 煤化工阀门 |
联系我们
集团总机:021-59177192
销售直线:021-59170722
公司传真:021-59124609
企业邮箱:koko@kokovalve.com
Copyright © 2016 上海科科阀门集团有限公司
备案号:沪ICP备11005757号-3
备案号:沪ICP备11005757号-3