国内外标准管螺纹及其加工、检测与应用
1、序
目前世界各国采用的管螺纹有ISO(国际标准)55°牙型管螺纹和ASME(美国标准)60°牙型管螺纹两种。ISO 55°牙型管螺纹源自英国管螺纹标准。随着ISO 7和ISO 228管螺纹的发布,原有的相关英国和德国管螺纹标准已经相继作废,有的标准已经作废几十年,然而至今有人甚至手册还在引用德国和英国的管螺纹标准。在相当长的一段时间内,德国一直只通过SIN 2999来部分采用ISO 7,其原因就在于德国不采用ISO规定的圆锥内螺纹Rc;一直到2005年底,德国才通过DIN EN 10226-2采纳圆锥内螺纹Rc。可是有些专业手册一直错误地把圆锥内螺纹编著为DIN 2999螺纹。
2、管螺纹标准
2.1 ISO(国际标准)55°牙型管螺纹
ISO 7-1、EN 10226-2/BS、EN 10266-1/DIN、EN 10226-1、EN 10266-2/BS、EN 10226-2/DIN、EN 10226-2、GB/T 7306.1、GB/T7306.2、ISO 228-1、EN ISO 228-1/BS、EN ISO 228-1/DIN、EN ISO 228-1、GB/T 7307。
2.2 ASME(美国标准)60°牙型管螺纹
ASME B1.20.1、GB/T 12716、ASME B1.20.3。
3、管螺纹的牙形与检测基准
3.1 ISO 55°密封管螺纹的牙形
R和Rc密封圆锥螺纹的基本牙型如图1所示,Rp密封圆柱内螺纹的基本牙型如图2所示。
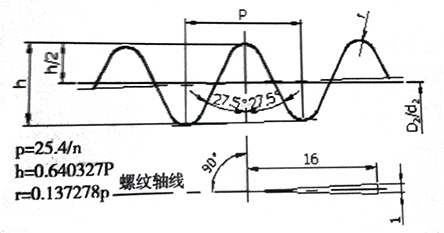
图1 R及Rc圆锥螺纹的基本牙型
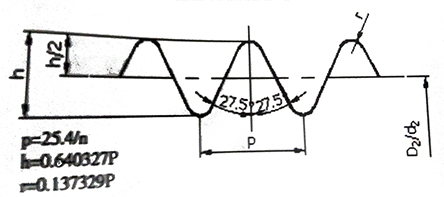
图2 Rp圆柱内螺纹的基本牙型
3.2 ISO 55°非密封管螺纹的牙形
G圆柱内外螺纹的基本牙型与Rp圆柱内螺纹的基本牙型一样(见图2),其牙顶和牙底都应是全圆弧,但是G螺纹的圆弧压顶可在公差范围内截平——牙顶截平但压底必须是全圆弧形。如图3所示,截顶直径量小于u值的牙顶是截顶圆弧形,截顶直径量等于或大于u值的牙顶是截顶三角形。这里应该特别注意,由于最大实体状态(外螺纹大径最大/内螺纹小经最小)时的G螺纹的牙顶截顶量为0,因此,牙顶应是全圆弧形的;由于G圆柱外螺纹牙顶截去u值后,其大径的加工已变得很不经济,因此,G圆柱外螺纹牙顶不可能按截顶三角形制造;由于G圆柱内螺纹的牙顶截去u值后的制造仍然是经济的,因此G圆柱内螺纹可按截顶三角形牙顶制造。在图3中,u=0.147835P,是原始螺纹的圆弧牙顶和牙底的圆弧径向高度的2倍。
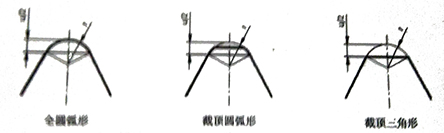
图3 G管螺纹的牙顶
3.3 ASME 60°管螺纹的牙形
NPT圆锥螺纹的牙型如图4所示,NPSC圆柱螺纹的牙型如图5所示。NPT和NPSC螺纹牙顶和牙底的设计是平顶结构,但在公差范围内都可以是圆弧,实际上近似圆弧。NPT平顶牙的母线,可平行螺纹中经线但也可平行螺纹轴线。
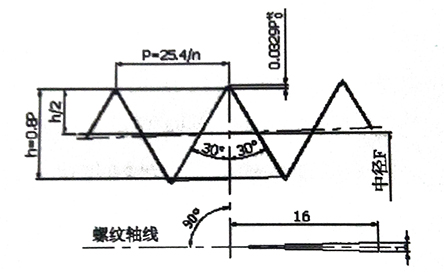
图4 NPT圆锥螺纹的基本牙型
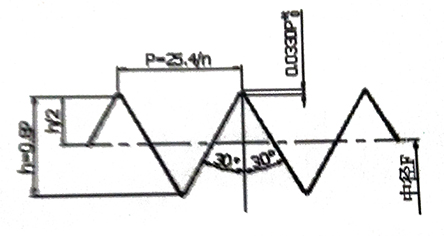
图5 NPSC圆柱螺纹的基本牙型
相对而言,ASME 60°管螺纹的牙高值较大,牙顶较窄,实际制造出来的牙顶很容易自然接近圆弧;ISO 55°管螺纹的牙高值较小,牙顶较宽,易于有意制成圆弧。就用相同配合公差的螺纹实现密封而言,有较窄牙顶的ASME 60°管螺纹的配合需要较小的挤压变形量,有较宽牙顶的ASME 60°管螺纹配合需要较大的挤压变形量,但是60°螺牙的挤压变形分量小于55°螺牙的挤压变形分量。也就是说,虽然60°螺牙密封需要的变形量稍小,但变形稍难,虽然55°螺牙密封需要的变形量稍大,但变形稍易。所以实际上两种管螺纹的密封连接性能是相差无几的。

图6 管螺纹的检测基准
本文未完待续。
阀门种类
| 蝶阀 | 球阀 | 闸阀 | 截止阀 | 止回阀 |
| 柱塞阀 | 过滤器 | 电动阀门 | 气动阀门 | 衬氟阀门 |
| 锻钢阀门 | 保温阀门 | 低温阀门 | 不锈钢阀门 | 煤化工阀门 |
联系我们
备案号:沪ICP备11005757号-3